
公司(sī)管理部聯係方(fāng)式:
傳真(電話): 0771-5020768
移動電話: 18778007931(楊(yáng)先生)
地址: 南寧市(shì)壯錦大道39號(hào)北部灣科技園總部基地(dì)B-3棟辦公樓1608號
公司生產基地聯係方式:
移動電(diàn)話: 18677123168(劉先生)
18776883061(李先(xiān)生)
地址: 廣西中國—東盟青年產業園區內
網址: www.lhljzx.com
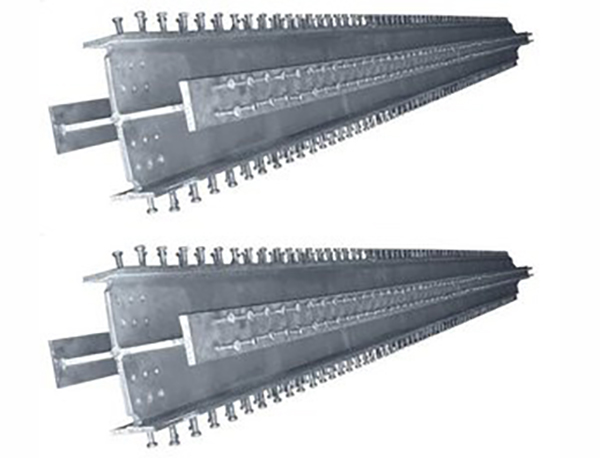
鋼結構件的(de)工(gōng)廠機械製造具(jù)有高(gāo)精度,高生產效(xiào)率,貴港(gǎng)鋼結構總包施工(gōng)快速的現場組裝速度和較短的工期(qī)。鋼結構是高度工業化的結構。鋼結構具(jù)有良好的密封性能;由於焊接結構可以密封(fēng),因(yīn)此可以製成具有良好的氣密性和水密性的高壓容器,大(dà)型油池,壓力(lì)管等。鋼結構耐熱不防火;當溫度低於150℃時,輕型鋼結構總包鋼的性能(néng)變化很小。因此,鋼結構適用於高(gāo)溫(wēn)車間(jiān),但是當結構表麵暴露於(yú)約150°C的熱輻射中時,應使用隔熱板(bǎn)進行保護(hù)。當溫度在300℃至400℃之間(jiān)時,鋼的強度和(hé)彈性模量顯著降低。當溫(wēn)度約為600℃時(shí),鋼的強度趨於零。在具(jù)有特殊防火要求的建築物中,鋼(gāng)結構(gòu)必須使用耐火材料進行保護,以提(tí)高防火等(děng)級。
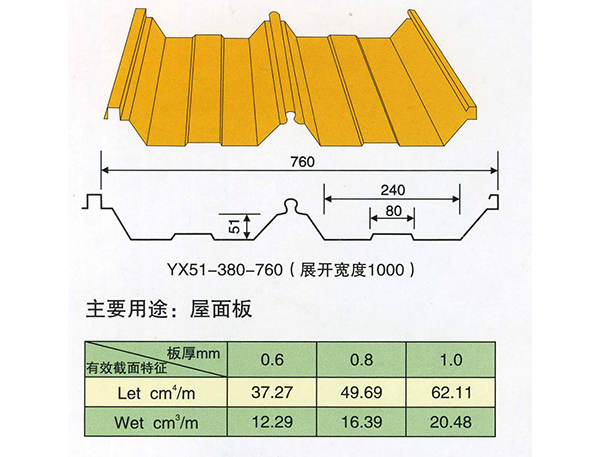
彩鋼瓦(wǎ)特點(diǎn):重量輕:10-14千克/平方米,相當於(yú)磚牆的1/30。導熱係數:λ<=0.041w/mk。強度高:輕型鋼結構總包可作天花圍(wéi)護結(jié)構板材承重,抗彎抗壓;一般(bān)房屋不用梁(liáng)柱。色澤鮮豔:無須表麵裝飾,彩色鍍鋅鋼板防腐層(céng)保持期在10-15年。安裝靈活快捷:施工周期可縮(suō)短40%以上。氧指數:(OI)32.0(省消防產品質檢站(zhàn))。鋼結構總包施工注意事項;佩帶(dài)必備(bèi)的安全設施(如手套、安(ān)全帽、保險(xiǎn)帶等工具)。安裝工(gōng)人需持證的專業人員。骨架安裝時必須牢固。安(ān)裝需在瓦上行走(zǒu)時,盡量踩在瓦的(de)中間部位,避免踩到瓦的邊緣。惡劣的天氣下須謹慎(shèn)安裝。

在鋼結構施工過(guò)程中,總會出現一(yī)種或另一種問題,以(yǐ)至於每個(gè)人都措手不及,無法避免。大家(jiā)都知道,不管您做什麽,如果可以提前做好充分的準備,那麽後續的施工就可以避免(miǎn)很(hěn)多麻煩。因此,隻有做(zuò)好準備,廣西鋼結構工程才能完(wán)成(chéng)。一,材料:輕型鋼結構總包為屋麵工程選(xuǎn)擇的防水材料應滿足以(yǐ)下要求。圖紙應指明防水(shuǐ)材料的類型,型號和規格。鋼(gāng)結構總包施工主要(yào)物理性能應符合本規範(fàn)有關材料質量指標(biāo)的規定;選擇屋頂防水膜,塗料和接縫密封材料時,考慮施工環境的條件和過程的可操作性。
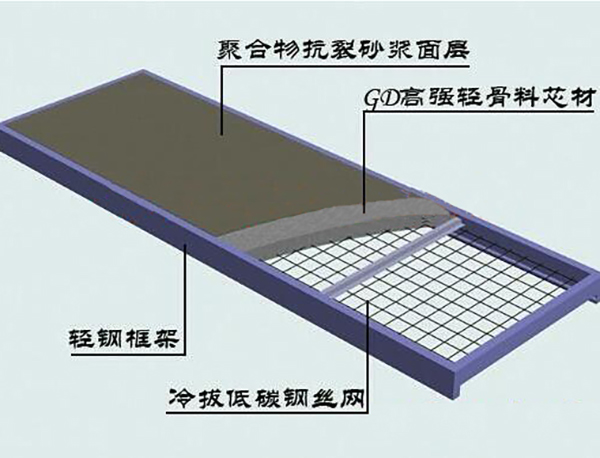
裝配(pèi)式建築的優點(diǎn)在於:輕型(xíng)鋼結構(gòu)總包提高施工質(zhì)量。裝配式構件是在工廠裏預製的,能*大限度地(dì)改(gǎi)善牆體開裂、滲漏等質(zhì)量通(tōng)病,並提高住宅整體安全等(děng)級、防(fáng)火性和耐久(jiǔ)性(xìng)。加快(kuài)工程進度。效率即回報,裝配式建築比(bǐ)傳統方式的進度快30%左右。提高建築品質。室內精裝修工廠化以後,可實現在家收快遞,即拆即裝(zhuāng),又快又好。調節(jiē)供給關係。提高樓盤上市速度,減緩市場(chǎng)供給不(bú)足的現狀(zhuàng)。鋼結構總包(bāo)施工行業普及(jí)以後(hòu),可以降低建造成本,同時(shí)有效地抑製房價。便於安全管理。傳統作業現場有大量的(de)工人(rén),現在把大量工(gōng)地(dì)作業移到工廠,現場隻(zhī)需留小部分工(gōng)人就可以,從而大大減少了現場安全事故發生率(lǜ)。環境(jìng)保護、節約資源。現場原始(shǐ)現澆作業極少,健康(kāng)不擾民,從此告別工地灰朦朦。此外,鋼模板等重複利用率提高,垃圾(jī)、損耗、節能都能減少一半以上(shàng)。
我們在選擇任何一樣產品的時候,需要了解一(yī)下,它到底是否(fǒu)適用才可以,因為不是所有的地方,都適合使(shǐ)用的,鋼結構就是其中的一個,那麽鋼結(jié)構在哪(nǎ)些條件下比較適用呢?下麵讓鋼結(jié)構總包(bāo)施工來為(wéi)我們講(jiǎng)解(jiě)!鋼結(jié)構適(shì)用於大麵積銅鋁棒,箔和大直(zhí)徑銅鋁管的焊接。焊接前,要徹底清除基材上的油汙,汙垢,絕緣層等,並在焊接部位均勻地塗上銅和鋁。焊膏,保持焊件平坦,用(yòng)適當的夾具固定,加熱厚的零件首先,然後將薄的零件用火焰燃燒;輕型鋼結構總(zǒng)包在使用鋼結構之前(qián),先加熱(rè)銅零件,然後再加(jiā)熱鋁零件以確保焊件(jiàn)的均(jun1)勻加熱(rè)。

